ACM vs. Solid Aluminum Panels in High-Rise Rainscreen Facades: Fire Code Compliance, Performance Trade-offs and Specification Risk
Why the Post-Grenfell Regulatory Shift Is Still Landing on North American Projects
The 2017 Grenfell Tower fire did not create North American cladding fire codes. It accelerated the enforcement of ones that already existed.
The downstream pressure on code bodies was immediate: ICC technical committees began tightening IBC language around combustible exterior cladding and AHJs in major jurisdictions started treating NFPA 285 compliance as a hard stop rather than a paper exercise. The result is IBC 2021 Section 1402.5, which tightened the language governing exterior wall coverings on Type I and Type II construction and narrowed the viable pathway for combustible materials in rainscreen assemblies above 40 feet.
NFPA 285-2019 was not new when IBC 2021 adopted it as the referenced test standard. What changed was enforcement consistency.
Since the 2020 adoption cycles began moving through state legislatures, AHJ scrutiny of NFPA 285 test report submittals has materially increased across California, New York and Texas. Specifiers who previously relied on a manufacturer’s test report as a formality are now having those reports pulled apart at permit review.
In California, the Office of the State Fire Marshal has issued supplemental guidance reinforcing that NFPA 285 test reports must reflect the actual assembly configuration, not a generic product approval. New York City’s Department of Buildings has similarly increased the technical depth of its facade submittal reviews under Local Law 126 and related cladding provisions.
These are not isolated enforcement postures; they represent a directional shift in how AHJs across major markets are treating cladding compliance documentation.
The jurisdictional patchwork complicates everything. Not every state is on IBC 2021. Some remain on 2018 or earlier editions with local amendments that create their own compliance triggers.
Florida, for example, operates under the Florida Building Code with amendments that diverge from the base IBC in ways that affect cladding qualification requirements. Illinois adopted IBC 2021 with Chicago maintaining its own municipal code that layers additional requirements on top of the state adoption.
Specifiers working across multiple markets face compounding complexity and a compliance approach that cleared permit in one jurisdiction may not survive review in the next. The practical consequence is that a specification template developed for a project in one state cannot be carried forward to another market without a jurisdiction-specific compliance review.
Teams that treat their specification language as portable across state lines without that review are creating exposure they may not discover until permit.
Understanding ACM Core Classifications: The Variable That Drives Everything
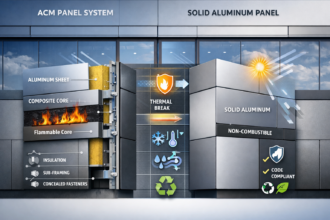
ACM panels fall into three primary core categories and the fire performance gap between them is not marginal. Polyethylene core panels carry a core that is essentially plastic; it ignites, sustains combustion and contributes to fire propagation within a cavity assembly.
Fire-retardant core panels reduce ignitability through additive chemistry, but “FR” is a product designation, not a code classification. The FR designation has no standardized definition under IBC or NFPA 285; two manufacturers can both label a product “FR core” while the underlying chemistry and combustion behavior differ materially.
Mineral-filled cores, often marketed under A2-equivalent language borrowed from the European EN 13501-1 classification system, approach noncombustibility but require verification against the specific test standard a given jurisdiction accepts.
That EN 13501-1 A2 classification appearing on a manufacturer’s datasheet does not satisfy IBC 1402.5. Full stop. North American AHJs do not accept European fire classifications as equivalent to NFPA 285 test results and specifiers who treat international product documentation as interchangeable with domestic compliance documentation create real liability exposure.
This problem appears with some frequency on projects where the panel manufacturer is a European or Asian producer with a strong domestic market presence but limited North American test documentation. The product may genuinely perform well under European test protocols, but the AHJ reviewing a permit application in Houston or Seattle is not evaluating EN 13501-1 results.
They are looking for an NFPA 285 test report that covers the assembly configuration on the drawings.
The ASTM E84 flame spread rating is the most persistent misconception in ACM submittals. A Class A ASTM E84 rating measures surface burning characteristics in a horizontal tunnel test.
It does not evaluate fire propagation through a multi-layer exterior wall assembly. IBC Section 1402.5 requires NFPA 285 compliance for qualifying assemblies; ASTM E84 does not satisfy that requirement and is not a substitute path under the current code language.
The misconception persists in part because ASTM E84 Class A ratings appear prominently on product data sheets and are familiar to specifiers from interior finish specifications, where they are the correct and applicable standard. The carry-over assumption that a Class A surface burn rating addresses exterior wall assembly fire performance is understandable but wrong and it is one of the more common errors that surfaces during permit review.
Procurement risk compounds the core classification problem. A specifier who names a manufacturer without locking core type in the specification creates a substitution window during procurement.
A contractor sourcing panels against a budget can legally substitute to a PE core product from the same manufacturer if the spec does not explicitly prohibit it. The specification language needs to name the core type by category, reference the required NFPA 285 test report coverage and include an explicit prohibition on PE core substitution.
FM 4880 offers an alternative qualification route some manufacturers pursue, but its scope is distinct from NFPA 285 and AHJ acceptance of FM 4880 as an equivalent path varies by jurisdiction. Some AHJs in jurisdictions with active FM influence in the insurance market will accept FM 4880 as a parallel qualification; others will not.
Confirming AHJ position on FM 4880 equivalency before specifying it as a compliance path is not optional.
What NFPA 285 Actually Tests and What It Does Not
NFPA 285 tests a complete wall assembly exposed to a simulated room flashover condition in a two-story test structure. The protocol measures flame propagation on the exterior face of the assembly and within the cavity.
It does not test panel-level material combustibility in isolation. This distinction is the source of most specification liability in ACM projects.
A manufacturer’s NFPA 285 test report certifies that a specific assembly configuration passed the test. It does not certify the panel product.
When a specifier cites a test report on a submittal without verifying that the project assembly matches the tested configuration, they are treating product certification and assembly certification as interchangeable. They are not.
The test report is a document that describes a specific combination of materials, dimensions and installation conditions that, together, produced a passing result. Every element of that combination is part of the certification.
Pulling one component out and substituting another, even a component that appears functionally equivalent, invalidates the report’s applicability to the project assembly unless a qualified fire engineer has documented the basis for extending the report’s coverage.
The four assembly variables that most frequently disqualify a project’s actual configuration from an existing test report are: insulation R-value and material type, air and weather barrier product, cavity depth and substrate or sheathing type. Change any one of these from the tested configuration and the existing report no longer covers the assembly.
NFPA 285-2019 Section 5 defines the test assembly configuration requirements in detail and the scope language in Section 1.3 is explicit that results apply to the tested configuration. Section 5.1 requires that the test report document the complete assembly, including all components, dimensions and installation methods.
A report that does not include this level of detail is incomplete and should not be accepted as a compliance document at submittal review.
Re-testing resolves the gap but adds cost and schedule risk that most design teams do not budget for in schematic design. A full NFPA 285 test at an accredited laboratory typically runs between $40,000 and $80,000 depending on the laboratory and the complexity of the assembly and lead times at accredited facilities can extend to six months or longer when laboratory schedules are constrained.
Engineering judgments extending existing test reports are available from qualified fire engineers, but they require rigorous documentation and are not a standard design-phase deliverable. The engineering judgment process involves a formal analysis of the differences between the tested configuration and the project configuration, a documented technical basis for concluding that those differences do not adversely affect fire performance and a professional engineer’s stamp.
That process takes time and costs money and it is not guaranteed to produce a result the AHJ will accept without question. The facade consultant who catches this mismatch at submittal review is doing the team a service.
The team that catches it at permit review is managing a crisis.
Solid Aluminum Panels: The Compliance Baseline and Its Actual Limitations
Solid aluminum panels, typically 0.125 to 0. 25 inch nominal thickness in monolithic alloy construction with no organic core, classify as noncombustible under IBC Section 703.5 and ASTM E136.
That classification removes them from the NFPA 285 compliance pathway requirement entirely for most Type I and Type II assemblies. The practical implication is significant: specifying solid aluminum on a qualifying assembly eliminates the test-report-matching burden, the assembly configuration lock-in and the mid-project substitution risk that ACM creates.
This is not a minor administrative convenience. On a project where the insulation type, cavity depth or sheathing product is still being optimized during design development, a solid aluminum specification preserves design flexibility that ACM forfeits.
The assembly can evolve without triggering a compliance requalification. A team that locks in ACM early in design development and then changes insulation thickness during energy model optimization or adjusts cavity depth during structural coordination, may find itself needing to requalify the assembly against a new test report.
That requalification requirement does not exist with solid aluminum because the panel material’s noncombustible classification is independent of the assembly configuration around it. The insulation still needs to meet its own code requirements and the overall wall assembly still needs to comply with applicable energy and moisture management provisions, but the panel material itself does not impose an assembly-specific fire test qualification burden on the rest of the design.
The trade-offs are real and worth naming directly. ACM’s superior flatness-to-weight ratio is not marketing language; it reflects genuine panel behavior at large format sizes.
Solid aluminum panels at 0.25 inch thickness on a 5-foot by 10-foot panel format carry substantially more dead load than an ACM panel of equivalent apparent rigidity. That load accumulates across a high-rise facade and affects attachment system design, shelf angle sizing and structural framing requirements.
On a 30-story building with 50,000 square feet of cladding, the weight differential between solid aluminum at 0.25 inch and ACM at equivalent stiffness can run to tens of thousands of pounds of additional dead load. That load has to go somewhere in the structural system and the cost of accommodating it is not always apparent in early design-phase comparisons between panel products.
Fabrication for complex geometry is also more demanding in solid aluminum than in ACM, which scores and folds more readily in the field. Solid aluminum panels require brake-formed returns and mechanically fastened or welded corner conditions that add fabrication cost and shop drawing complexity.
On a building with significant geometric variation, reveals, returns and custom corner conditions, the fabrication cost premium for solid aluminum over ACM can be material. Anodized finishes on solid aluminum also behave differently than PVDF coatings on ACM in terms of color consistency across large panel runs and specifiers working with anodized solid aluminum need to account for the inherent variation in anodized color matching across different extrusion lots and panel formats.
Solid aluminum is not a universal solution. Thickness requirements for flatness at large panel formats increase weight and cost in ways that make ACM genuinely competitive on certain project types.
The specification decision requires an honest accounting of both compliance risk and performance trade-offs.
The Specification-to-Field Gap Where ACM Compliance Fails Most Often
The failure pattern is consistent across the projects I have reviewed. The specification names a manufacturer and a core type.
The approved submittal references an NFPA 285 test report. Nobody on the design team verifies that the tested assembly configuration matches the project assembly.
The mismatch surfaces at permit review, at the AHJ’s request for the full test report or during a third-party envelope commissioning review.
What gets missed most often is the insulation variable. A project team selects mineral wool continuous insulation at R-15 nominal (effective R-value lower, accounting for bracket thermal bridging) and assumes that any NFPA 285 report covering mineral wool satisfies the requirement.
The tested report, however, covers mineral wool at a specific density and thickness from a specific manufacturer, installed in a specific cavity depth against a specific sheathing product. The project assembly uses a different cavity depth because the bracket system changed during value engineering.
The report no longer applies. This scenario is not hypothetical; it is a documented failure mode that appears in envelope commissioning reports and AHJ rejection letters.
The value engineering that changed the bracket system saved money on the attachment hardware and created a compliance gap that costs significantly more to resolve than the original savings.
Cavity depth is underappreciated as a compliance variable. The air space behind the panel affects fire propagation behavior within the cavity.
A tested assembly at a 1-inch cavity depth does not automatically qualify a 2-inch cavity configuration. This is not a technicality; it reflects real differences in how fire moves through a ventilated cavity under test conditions.
A deeper cavity provides more oxygen to support combustion and changes the chimney effect dynamics that drive vertical flame spread. The NFPA 285 test protocol is sensitive to these differences and the test report’s applicability is tied to the cavity dimension documented in the tested configuration.
When a structural engineer increases the standoff distance for a bracket system to accommodate thermal performance requirements and that change increases the cavity depth beyond what the test report covers, the compliance documentation needs to catch up. It frequently does not.
The air and weather barrier product is the other frequent mismatch. Many NFPA 285 test reports specify a fluid-applied WRB or a specific self-adhered membrane.
A project team that substitutes to a different barrier product for cost or availability reasons without checking the test report creates a compliance gap that the submittal process may not catch if reviewers are not specifically looking for it. The WRB substitution problem is compounded by the fact that WRB products are often specified in a different section of the project manual than the cladding panels and the reviewer checking the panel submittal may not have visibility into the WRB substitution that happened in a separate submittal package weeks earlier.
Coordination across submittal packages is not a strength of the typical construction administration workflow and NFPA 285 compliance requires exactly that kind of cross-submittal coordination.
Assembly Configuration Management as a Specification Discipline
The practical response to ACM’s assembly-specific qualification requirement is to treat NFPA 285 compliance as a specification discipline, not a submittal formality. This means locking the compliance-critical assembly variables in the specification before schematic design closes: insulation type, nominal R-value and product category; air and weather barrier product or product type; cavity depth as a dimensional requirement; and substrate or sheathing type.
Once those variables are locked, the facade consultant or envelope engineer can identify NFPA 285 test reports that cover the specified configuration before a product is selected. The specification then requires that the submitted test report cover the specified configuration exactly, with any deviations requiring an engineering judgment from a qualified fire engineer prior to approval.
This requirement should appear explicitly in the submittal requirements section of the specification, not buried in a general compliance note. The submittal checklist for the cladding section should include a line item requiring the contractor to provide a matrix comparing the tested assembly configuration against the project assembly configuration, variable by variable.
That matrix forces the comparison to happen at submittal rather than at permit review.
This approach inverts the typical sequence. Most teams select a panel product, receive a test report with the submittal and then check compliance.
The compliant approach selects the assembly configuration first and then identifies qualifying products. It requires more coordination in early design phases and it constrains product selection, but it eliminates the mid-project compliance crisis that the opening scenario describes.
The constraint on product selection is real: not every panel product a team might prefer has NFPA 285 test coverage for every assembly configuration. Locking the assembly configuration early may eliminate some products from consideration that would have been acceptable on aesthetic or cost grounds.
That is a design constraint, not a specification failure. The alternative, discovering at permit that the preferred product’s test report does not cover the project assembly, is a schedule and cost event that dwarfs the design constraint.
IBC 2021 Section 1402.5 compliance is not optional on Type I and II construction above 40 feet. AHJs in major jurisdictions are no longer treating NFPA 285 submittals as paperwork.
The teams that have internalized this are building the compliance verification into their design process. The teams that have not are finding out at permit.
The Specification Decision: A Risk-Weighted Framework
The choice between ACM and solid aluminum on a high-rise rainscreen facade is not purely a fire code question. It is a risk-weighted specification decision that involves compliance exposure, schedule risk, cost and performance.
Solid aluminum carries lower compliance risk on Type I and II construction above 40 feet. Its noncombustible classification under ASTM E136 removes it from the NFPA 285 pathway entirely and it does not expose the project to assembly configuration lock-in or mid-project requalification.
For a project team working in a jurisdiction with active IBC 2021 enforcement and an AHJ known to scrutinize NFPA 285 submittals, solid aluminum is the lower-risk specification.